What Is the Test Uncertainty Ratio in Calibration?

Measurement equipment comes with a tolerance range on the delivered accuracy (for example, 100 Nm +/-2%). Calibration, done by comparing the measurement with a more accurate master, ensures the tool actually operates to this level. If the tool is outside the specified limits, it is adjusted to correct the error.
The catch is that no master is perfect, and the way calibration is performed can introduce additional uncertainty into the result.
So, if the master itself has some inaccuracy, doesn’t this call the entire calibration process into question?
No, and that’s because compliant calibration labs calculate a Test Uncertainty Ratio (TUR) as part of their process.
TUR Explained
The TUR compares the specified limits on the UUT (unit under test) with the uncertainty in the calibration measurements being made. The smaller the uncertainty relative to the specified limits, the higher the confidence that the UUT will perform as expected.
This concept is similar to the “gaugemaker’s rule,” which states that the tool used to check a measuring device should be ten times more accurate, or have a tolerance of 1/10th of the device being checked.
Why This Ratio Is Critical
Uncertainty in the calibration process means there is a risk that the measuring equipment may be calibrated but still operate outside its specified limits.
A master is calibrated on equipment that provides higher resolution and precision than the master itself. As you go up the calibration chain to the National Standards, achieving higher levels of precision requires more sophisticated equipment. However, the laws of physics make this increasingly difficult, and perfect accuracy is impossible to attain.
Uncertainty also creeps in during the calibration process itself. The temperature and humidity in the lab will fluctuate slightly (even the best thermostats have tolerances), and technicians can make mistakes or unwittingly add variation. Variations are also possible in sample preparation and how measurements are made, and there can be mathematical errors in how results are calculated.
Calculating Uncertainty Ratio During Calibration
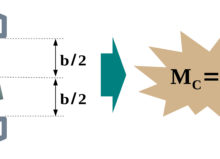
The formula used for TUR is:
TUR = (Tu-Tl)/2u
Tu and Tl are the upper and lower limits of the tolerance specified for the UUT, and the u is the uncertainty in the calibration process.
Tu and Tl are specified by the equipment maker, but how is measurement uncertainty determined?
The answers are found in the Guide to the Expression of Uncertainty in Measurement (GUM), maintained by the Joint Committee for Guides in Metrology (JCGM). The guide states that calculating uncertainty requires:
Quantifying Type A errors by statistical evaluation
Determining Type B errors using data from external sources
Combining uncertainty values using root-sum-of-squares (RSS)
Expanding uncertainty by using a ‘coverage factor’ (typically 2)
Acceptable Limits
The value of TUR that’s generally considered acceptable for a valid calibration is 4. In other words, total uncertainty, multiplied by coverage, should be less than 25% of the tolerance range of the UUT.
This value is set by considering the risk that a reported value falls outside the required tolerance range for the UUT, along with the practicality of achieving a higher TUR. Additionally, at ever-tighter tolerances, uncertainty inevitably rises as a percentage.
A TUR of 4 means that if the measured values are within 25% of either side of the midpoint of the tolerance on the UUT, there is a high level of confidence that the calibration is valid. As the measured values shift further towards the limits of the tolerance, confidence in their reliability falls, dropping to 50% at the upper and lower limits.
To address this, some calibration labs institute ‘guard band adjustment,’ which is where corrections will be made if the reading is at 70% of the tolerance.
Reporting for Compliance
Professional calibration service providers operate according to the requirements of ISO 17025. The standard requires assessment and reporting of all sources of measurement uncertainty. Any lab deemed compliant with ISO 17025 by a certified accrediting body will document these, allowing measurement uncertainty and TUR to be determined.
When TUR Must Be Calculated
The calibration uncertainty ratio indicates the quality of the calibration. It should be included as part of a calibration service. However, it should also be calculated:
Before Calibration: To verify that the calibration being performed is worth doing.
Planning or Selecting Reference Standards: To ensure the equipment and methods used are capable of exceeding the minimum acceptable level of TUR.
Changing Conditions: Whenever the conditions under which the calibration will be performed change.
Reduce Errors by Working With a Professional
Calibration of any measurement device involves more than just comparing it against a master. Achieving reliable results that ensure dependable tool performance means working with a calibration partner who understands the calibration uncertainty ratio and can generate valid data.
Encore Systems is proud to have an in-house calibration lab accredited by ANAB to ISO/IEC 17025. We can further help you ensure transparency and compliance through our tool management program, a customized service that helps you stay on top of repair and maintenance for your assembly tools.
Please contact us today to request calibration services or to learn more about our tool management program. You can also visit our website for more resources.